CA6140普通车床的数控化改造
时间:2012年05月29日 分类:推荐论文 次数:
摘要:普通车床的数控化改造指在现有设备基础上,通过少量的投资对普通车床机械设备进行简单改造,更换电气控制系统,从而达到提高机床加工精度、实现自动化生产的目的。
摘要:普通车床的数控化改造指在现有设备基础上,通过少量的投资对普通车床机械设备进行简单改造,更换电气控制系统,从而达到提高机床加工精度、实现自动化生产的目的。关键词:普通车床数控化伺服PLC定位模块
科学技术和社会生产的不断发展,对机械产品的质量和生产率提出了越来越高的要求,机械加工工艺过程的自动化是实现上述要求的重要措施之一,它不仅能提高生产效率,降低生产成本,还能够大大改善工人的劳动条件。
全功能的数控系统虽然功能丰富,但是成本偏高,我国一般的中小企业购置困难,但是中小型企业为了发展生产,提高生产效率,希望对原有机床进行改造,达到数控化、自动化,以提高企业的市场竞争力。目前各企业都有大量的普通机床,完全用数控机床替换根本不可能而且完全不必要,替换下来的机床闲置起来会造成浪费,要解决这些问题,应走普通机床的数控改造之路。
数控改造一般是对普通机床的某些部件做一定的改造,加上数控装置,从而使机床具有数控加工能力,改造的目的有以下几点:
1. 从提高资本效率出发,改造闲置设备,发挥机床的原有功能,增加新功能,提高机床的使用价值;
2. 为了提高生产效率进行数控改造;
3. 为了适应多品种、小批量零件生产而进行数控改造;
4. 为了使技术等级较低的工人也能加工出高质量的产品零件和提高生产效率而进行数控改造;
5. 为了减少整个设备的投资计划而进行数控改造。
所有这些目的都围绕一点,即提高机床的性价比,用较低的成本得到较高的机床性能,因此,数控改造具有以下优点:
1. 易于对现有的机床实现自动化,而且专业性强,无多余功能;
2. 减少辅助加工时间,提高机床的生产效率;
3. 降低对工人的技术要求;
4. 费用低廉,可充分利用原有机床设备;
5. 改造周期短,可满足生产急需。
根据以上分析,本设计选择对CA6140普通车床进行数控改造,利用可编程序控制器(PLC)进行改造,采用伺服系统对纵、横轴进行半闭环控制,可同时实现球体、锥体的加工。
一.方案设计
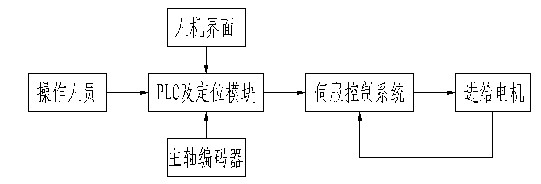
1. 控制系统框图:
2. 工作台传动方式
为保证传动精度和平稳性,选用滚珠丝杠传动副,为提高传动刚度、消除间隙以及降低温升等因素对精度的影响,采用预加负荷结构。由于目的是将普通车床改造为简易型数控车床,有两个方案可供选择:采用国产成套数控系统和采用通用控制器(PLC),这里选择后一种,设计原则是尽量减少机床改动量,降低成本,这样成本较低而且系统比较稳定,技术成熟,伺服电机采用国产电机,码盘精度8192即可满足要求,其性价比好,供货周期短,有利于后期服务。
在机械结构上,拆除原机床的进给箱和溜板箱、滑动丝杠等,改用伺服电机驱动,滚珠丝杠传动。利用机床原纵进给箱及后托架的加工面,安装纵向进给滚珠丝杠机构;为了能够车削螺纹增加主轴编码器,取消机床原挂轮部分,拆除其它的无用机构。系统的总体框图如下所示:
二.各加工功能的实现
1. 加工阶梯轴
首先在人机界面上选择加工类别(轴、锥体或倒角、球体、螺纹),然后输入相应段的加工参数即可。
2. 加工锥体或倒角
由定位模块FX2N-20GM的直线插补功能实现,在人机界面上选择“锥体或倒角”加工类别,调用定位模块相应加工程序实现。
3. 加工球体
由定位模块FX2N-20GM的圆弧插补功能实现,在人机界面上选择“球体”加工类别,调用定位模块相应加工程序实现。
4. 加工螺纹
在人机界面上选择“螺纹”加工类别,利用定位模块FX2N-20GM手动脉冲发生器功能实现,即将主轴编码器接在定位模块的手动脉冲发生器输入接口上,实现进给和主轴电机的联动,从而实现加工螺纹的目的。
成本核算:两进给轴电机,约3000元;
触摸屏6寸,约1500元;
PLC约3000元,
20GM模块,约4700元;
X轴丝杠(4级精度)500元;
Z轴丝杠(4级精度)3000元;
总计:15700元
以上电器元件均选用日本三菱,如选用国产电器元件成本还可降低约3000元。
参考文献:
【1】《机床设计手册》机械工业出版社,1986年12月
【2】《金属切削原理》中国工业出版社,1985年
【3】《机床数控系统》机械电子工程进修大学,1992年
上一篇:有关数控机床的设计应用探讨
下一篇:有关数控机床的测量技术与分析探讨
SCI论文
- 2023-05-10英文论文的检索号是什么
- 2023-08-01sci四区发论文最容易吗
- 2024-10-23SCI期刊要自己推荐审稿人 推荐谁
SSCI论文
- 2023-03-08全球经济趋势分析论文发表ssci期
- 2024-03-22SSCI四区的文学期刊
- 2024-02-02学霸笔记:超级好用的ssci论文发
EI论文
- 2022-11-11ei会议论文会拒稿吗
- 2023-05-31纺织类的ei期刊(3-5本)
- 2022-08-12发表scopus论文的步骤
SCOPUS
- 2023-04-21论文被scopus成功录用需要多长时
- 2023-02-20scopus检索与ei哪个好
- 2023-03-14scopus期刊收研究生论文吗
翻译润色
- 2023-05-06基因测序文章怎么翻译润色
- 2022-05-07sci论文润色更容易录用吗
- 2024-08-17国际中文期刊评职称承认吗
期刊知识
- 2020-02-07sci期刊发表的论文都可以被web o
- 2022-03-08火电厂论文外文翻译有什么服务
- 2021-01-16高钾血症论文发表期刊
发表指导
- 2021-08-07电熔炉相关论文文献看哪些
- 2024-08-17氧菌论文可以投稿的期刊
- 2018-04-04经济学动态发表论文审稿周期多久