谈谈三叶罗茨鼓风机机械动作中的泄漏原因及应对
时间:2013年01月30日 分类:推荐论文 次数:
摘要:下文作者详细介绍了罗茨鼓风机的工作原理和机械的结构特点,结合在工作实际动作中的情况,重点分析了罗茨鼓风机机械密封失效原因,及改进和处理措施,以下仅供参考。
关键词: 三叶罗茨鼓风机 故障状况 措施
Abstract: the author introduces the detailed luo watts of the blast blower principle and mechanical structure features, combined with the practical work of the situation in action, and analyses the ROM watts blower failure reason mechanical seal, and improve and treatment measures, the following is only for reference.
Key words: he was at fault of blower measures
1 三叶罗茨鼓风机工作原理
机械作业中的罗茨鼓风机是一种回转容积式风机,其工作原理是通过2个腰形转子呈反方向等速旋转的同时,并依靠叶轮与叶轮之间、叶轮与机体之间的间隙,使吸气腔和排气腔基本隔绝。最后借助叶轮的旋转,推动机体容积内气体,完成吸气、压缩、排气过程。当上侧转子顺时针转动时,下侧转子逆时针转动,气体从左侧吸入,随着旋转时形成工作容积的减小,气体受到压缩,最后从右侧出口排出,达到鼓风目的(其工作原理见图1)。
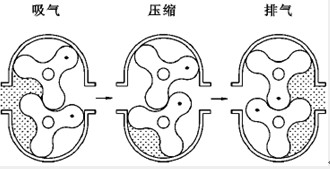
图1 罗茨鼓风机工作原理简图
鼓风机输风量与回转数成正比,当出口阻力变化时,输送风量不会因之而受显著影响。罗茨鼓风机结构简单、效率高,而且工作转子无须润滑,广泛用于输送有毒有害、易燃易爆、具有腐蚀性的气体。
2 故障状况分析
2.1 故障状况
某工程采用3HD-125N型罗茨鼓风机(结构简图见图2)输送氯化氢气体。
鼓风机风叶为三叶渐开线直线形,轴端密封采用机械密封,机械密封润滑方式为油站强制循环,油密封采用非接触式密封加V形圈密封。采用上侧进气、下侧排气方式。投用后连续出现机械密封静环面开裂、小面积崩碎,静环不能在静环腔内自由伸缩,风机轴与机械密封动环O形圈接触处磨损严重,机械密封出现内漏或外漏等情况,影响装置的安全稳定运行。
2.2 故障分析
分析该鼓风机结构、现场工艺状况后,认为故障率偏高的原因有以下3个方面。
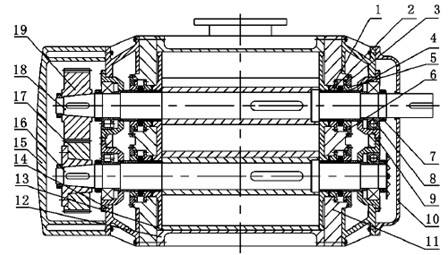
图2 3HD-125N型罗茨鼓风机结构简图
1-机械密封定位轴套;2-机械密封前静环组件;3-机械密封动环组件;
4-密封衬套; 5-机械密封后静环组件; 6-静环压盖;
7-背帽; 8-轴承; 9-轴承座; 10-副油箱; 11-副墙板;
12-机壳; 13-侧板; 14-墙板; 15-主油箱; 16-从动转子;
17-从动齿轮; 18-主动转子; 19-主动齿轮
(1)氯化氢气体中杂质及水分含量超标。杂质和水分混合后易形成黏稠状沉积物,附着在风叶上造成风机卡死;风机腔体内、与介质接触的机械密封静环内表面积渣严重,导致密封面损坏。
(2)机械密封结构设计欠合理。采用的N型双端面机械密封的压缩量偏大;静环座内的O形圈偏粗,机械密封弹簧弹性不足,静环无法在静环座内自由滑动,导致机械密封泄漏。
(3)机械密封动环装配方式设计不当。机械密封动环无法在风机转子轴上进行定位,机械密封动环与轴发生相对转动,当动环内O形圈受到扭转而失效,或风机转子轴相应配合部位磨损后,氯化氢气体直接从动环内O形圈与轴接触处泄漏。
3 改进措施
(1)在风机的进、出口安装过滤网,严格控制氯化氢中固体颗粒的含量,使其质量浓度不超过100mg/m3;同时,严格控制氯化氢气体中的水含量,防止积渣、腐蚀设备。
(2)调整机械密封的压缩量,改变静环O形圈、机械密封弹簧的尺寸。该鼓风机使用的是RRD-N-65型双端面机械密封(结构见图3),实际测得固定腔体的尺寸为33 mm,机械密封未压缩前尺寸为39 mm,因此机械密封单边的实际压缩量为(39-33)÷2=3(mm),而此机械密封设计的单边总压缩量为2. 8 mm,故实际压缩量偏大是导致机械密封容易损坏的直接原因。改进后将介质端静环座背侧由10 mm车削至9. 0 mm,即介质端实际压缩量调整为3-(10-9)=2(mm)。为防止氯化氢气体的泄漏,增大了大气侧机械密封压缩量,将大气侧静环座背侧由10 mm车削至9. 5 mm,即大气侧实际压缩量调整为3-(10-9. 5)=2. 5(mm),并减小静环座内O形圈直径,增大机械密封弹簧钢丝直径,使静环在静环座中自由滑动。
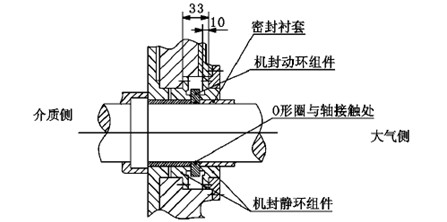
图3 RRD-N-65型机械密封结构示意图
(3)改进机械密封装配工艺。RRD-N-65型机械密封动环在轴上的固定方式比较特殊(详见图2),背帽产生的轴向预紧力依次通过轴承内圈、密封衬套作用在机械密封动环上,使机械密封动环与风机轴不发生相对运动。通常的安装顺序是:内静环组件→动环组件→密封衬套→外静环组件→轴承座→轴承→背帽。由于密封衬套与轴采用过盈配合,加热后才能装进,当安装完轴承组件锁紧背帽时,密封衬套已冷却并与轴抱死,背帽产生的轴向预紧力不足以推动密封衬套来压紧机械密封动环,从而使动环处于浮动状态;同时,在静环腔体内弹簧弹力的作用下,运行过程中机械密封动环及动环内O形圈相对风机轴转动,导致动环内O形圈和轴相互磨损。为解决此问题,加工钢制顶管,轴套热装到轴上后,将顶管装到密封衬套外侧,用背帽锁紧,待密封衬套冷却后取下背帽,再进行后续安装。这样,彻底消除了动环不能安装到位的问题。
该鼓风机共有4套双端面机械密封,密封面多达8个,一次性安装难以保证所有机械密封均处于完好状态,利用闲置材料制作机械密封静压试验平台,在很大程度上保证了检修质量,降低了安全运行的风险。
4 效果
改进后,检修频率从连续运行15~30天检修1次提高到连续运行六七个月检修1次,检修人员劳动强度、检修成本大幅度降低,设备运行的稳定性明显提高。
参考文献
[1]任晓善.机械维修手册(中卷)[M].北京:化学工业出版社, 2010.
SCI论文
- 2024-08-16三类及以上期刊是什么
- 2024-02-26SCI论文是全文收录吗
- 2024-07-17sci一区论文可以保研吗
SSCI论文
- 2023-06-14发ssci论文能查到吗查询流程
- 2023-04-07公共管理方向可以发ssci刊物吗
- 2023-11-1140本人力资源管理方向的ssci期刊
EI论文
- 2023-08-22计算机方向被ei检索的会议多吗
- 2023-10-13ei论文查重高怎么降低
- 2023-03-28EI收录的都是英文期刊吗
SCOPUS
- 2023-12-25艺术教育论文可以发到scopus吗
- 2023-03-08ssci期刊和scopus期刊有交叉吗
- 2023-06-16scopus检索流程(方法)
翻译润色
- 2024-08-16国际中文期刊发表论文应该用什么
- 2023-05-11生物医学sci论文润色有用吗
- 2024-08-17英文论文怎么降重
期刊知识
- 2022-02-18有机材料相关论文发英文普刊能用
- 2020-12-26能源领域学术期刊影响力大的期刊
- 2022-10-09环境类英文期刊选择方法
发表指导
- 2020-03-06肾脏病学统计源核心期刊有哪些
- 2019-04-16论文审稿过程中能催稿吗如何催稿
- 2020-07-22农艺师评高级有什么要求条件